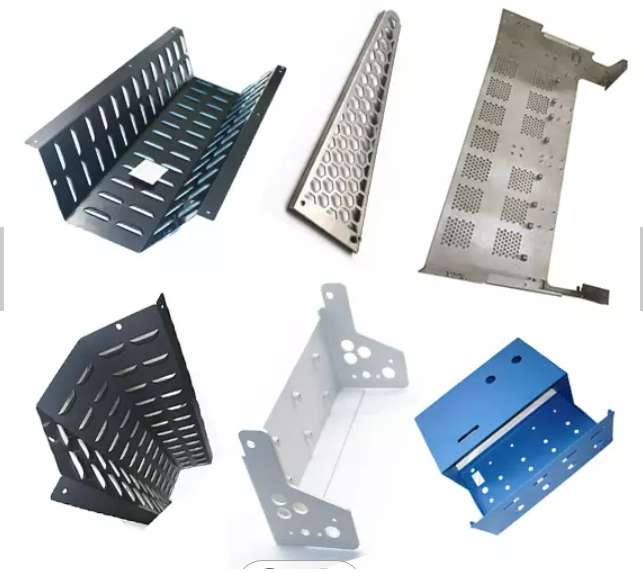
Sheet metal chassis or enclosure fabrication is the process of forming sheet metal into the desired shape using a number of different manufacturing methods, including steps from cutting and bending to surface treatment and assembly. Usually, the process from chassis and cabinet sheet metal to metal products starts with CAD drawing. After the drawing is completed, various parts are made through the sheet metal manufacturing process. So what is the process of sheet metal chassis processing?
Sheet metal chassis cutting:
(1) Shearing machine: It is a simple material, and the slats are cut with a shearing machine. Mainly used for mold blanking processing. The cost is low, and the accuracy is less than 0.2 points. However, it can only handle strips without holes, corners or blocks.
(2) Punching machine: Punching machine is to punch out the flat parts on the metal plate in one or more steps to form materials of various shapes. Its advantages are short labor time, high efficiency, high precision, low cost and strong applicability. Mass production, but design molds.
The processing procedures of forming with molds generally include punching, cutting, blanking, punching bumps (bumps), punching, tearing, punching, forming and other processing methods. Processing requires corresponding molds to complete operations, such as punching dies, convex shell dies, tearing dies, draft dies, forming dies, etc. The operation mainly pays attention to position and direction.
Sheet metal case locksmith:
Countersunk hole, tapping, reaming, drilling countersink hole angle is generally 120 ℃, used for pull rivets, 90 ℃ for countersunk head screws, tapping inch bottom holes.
Sheet metal chassis flanging:
Also known as oil suction hole and turning hole, a slightly larger hole is drawn on a smaller bottom hole, and then tapped. It is mainly processed with thinner sheet metal to increase the strength and the number of thread turns to avoid slipping. The teeth are generally used for thinner plate thicknesses, and the thickness around the normal shallow flanging holes is basically unchanged. When the thickness is allowed to be thinned by 30-40%, the normal flanging height can be increased by 40-60%. When the plate thickness is large, such as 2.0 strips, 2.5 strips are on the top, you can click directly.
Sheet metal chassis pressure riveting:
There are mainly rivet nuts, screws, screws, etc. These are all completed by hydraulic riveting machines or punching machines, riveted to hardware, and the method of expanding riveting, pay attention to the direction.
Sheet metal chassis bending:
Bending is the folding of two-dimensional planar parts into three-dimensional parts. Its processing requires a folding bed and corresponding bending molds to complete. It also has a certain bending sequence. The principle is that the first knife will not interfere with the next knife, which will cause interference. Under normal circumstances, first press riveting and then bend, but some materials will interfere after pressing, bend first and then press, and some require processes such as press riveting and then bending.
Sheet metal chassis welding:
Welding is divided into fusion welding: argon arc welding, CO2 welding, gas welding, manual welding; b pressure welding: spot welding, butt welding, impact welding; c brazing: electrochrome welding, copper wire and other methods.