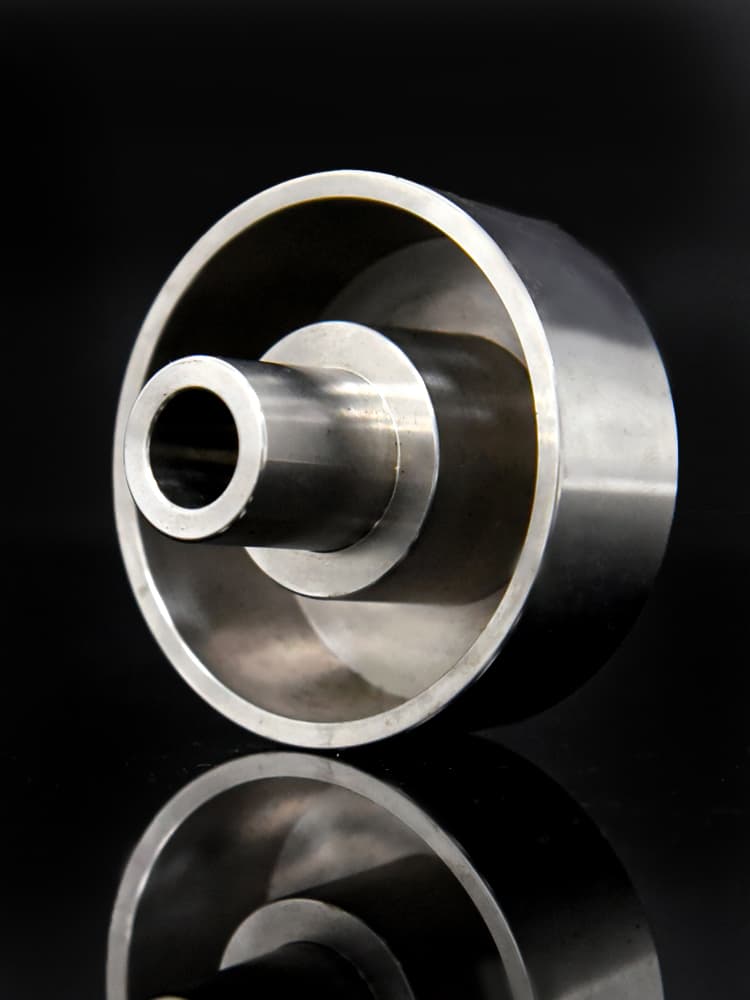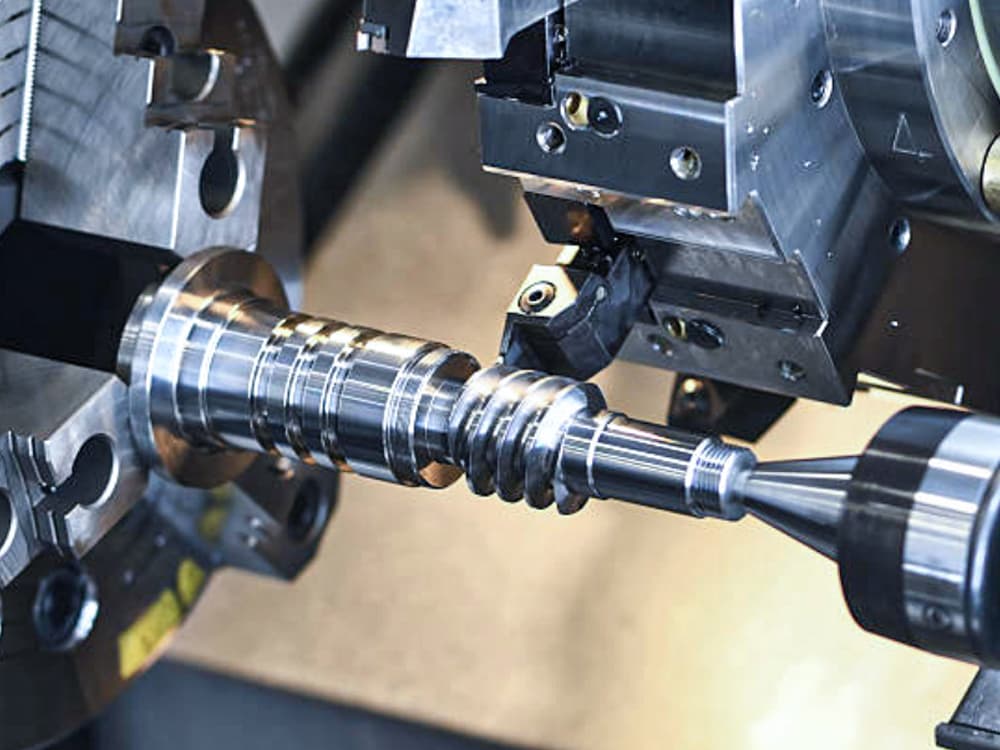











As machined
Color: Varies by material.
Finish Purpose: Creates decorative machining patterns, light surface scratches

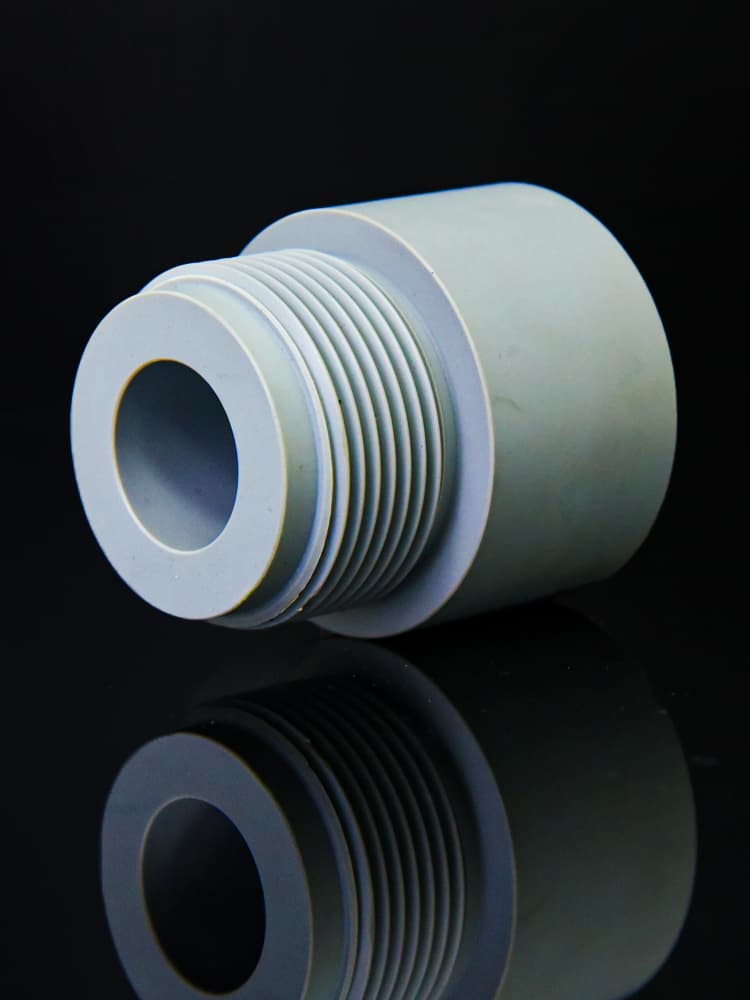
Sand Blasting
Color: None (Textured Surface).
Finish Purpose: Uniform matte finish, enhances surface roughness.

Anodizing
Color: Various, e.g black, red. Finish Purpose: Improve corrosion resistance, provide decorative effect.

Hardcoat anodizing
Color: Black, Gray.
Finish Purpose: Improve wear resistance and corrosion resistance.

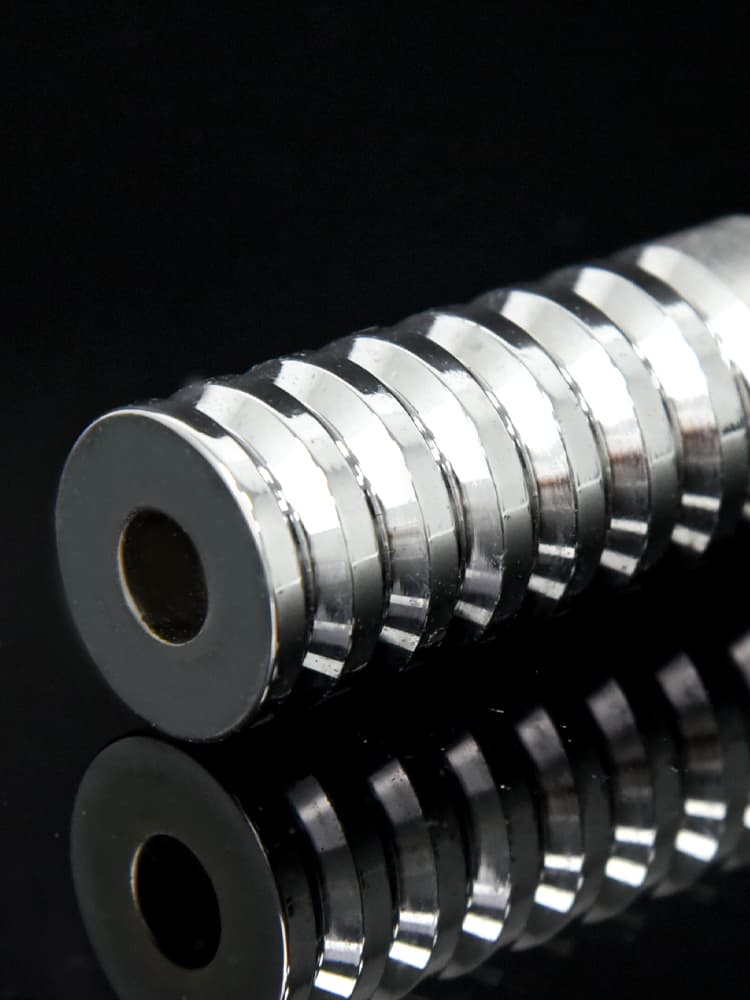
Electroplating
Color: Various, e.g sliver, golden.
Finish Purpose: Improve appearance, increase corrosion resistance and decorativeness.

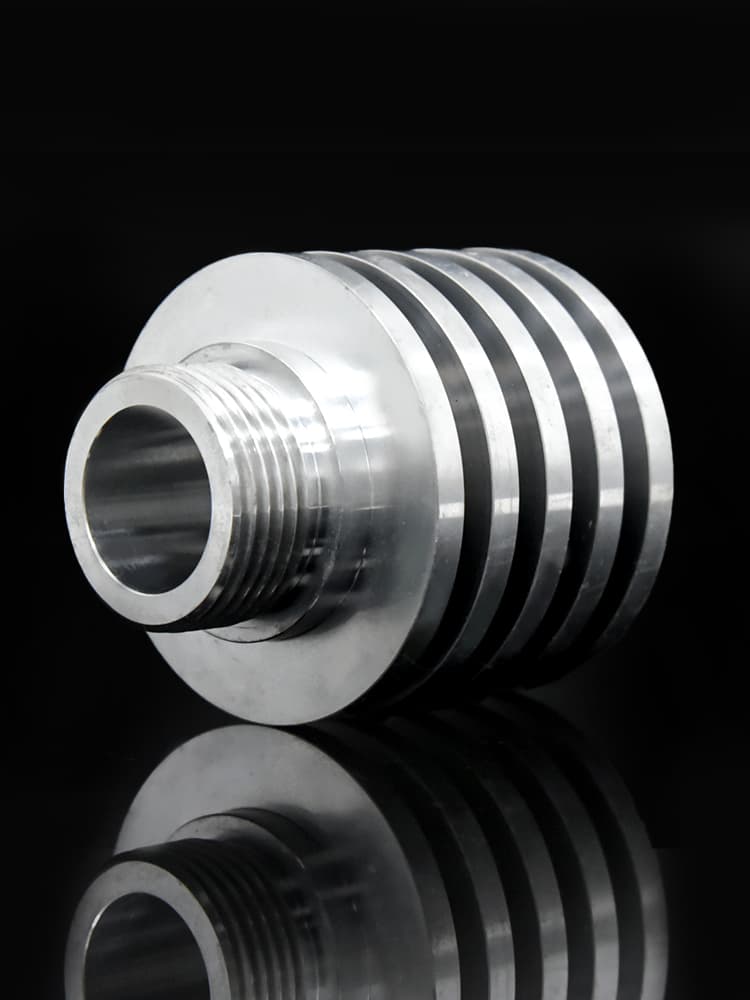
Polishing
Color: depends on material. Finish Purpose: Improve the smoothness of the workpiece surface.

Brushing
Color: Silver, Matte finish.
Finish Purpose: Create decorative effect, enhance appearance.

Powder Coating
Color: Various, e.g white, black.
Finish Purpose: Provide protective coating, improve appearance.